



Choosing the Right Pigment for Plastics: Key Considerations
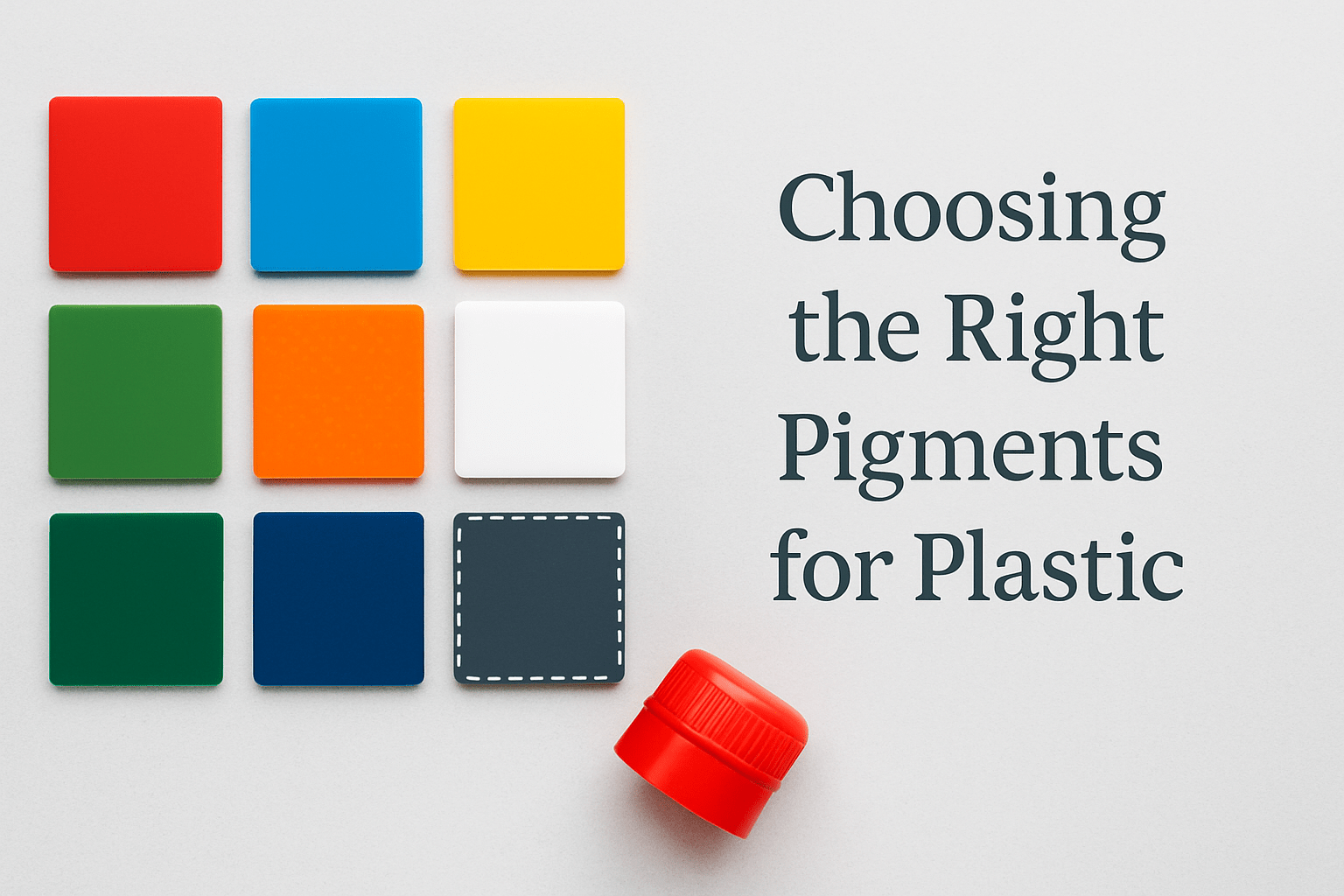
If you’ve ever stood in a production line, watching a batch of plastic components come out slightly off-shade from the previous one — you know just how crucial it is to pick the right pigment. It’s not just about colour anymore. The right pigment for plastics directly affects consistency, durability, and sometimes even compliance. Whether […]
Why Liquid Dyes Are Transforming Modern Paper Manufacturing
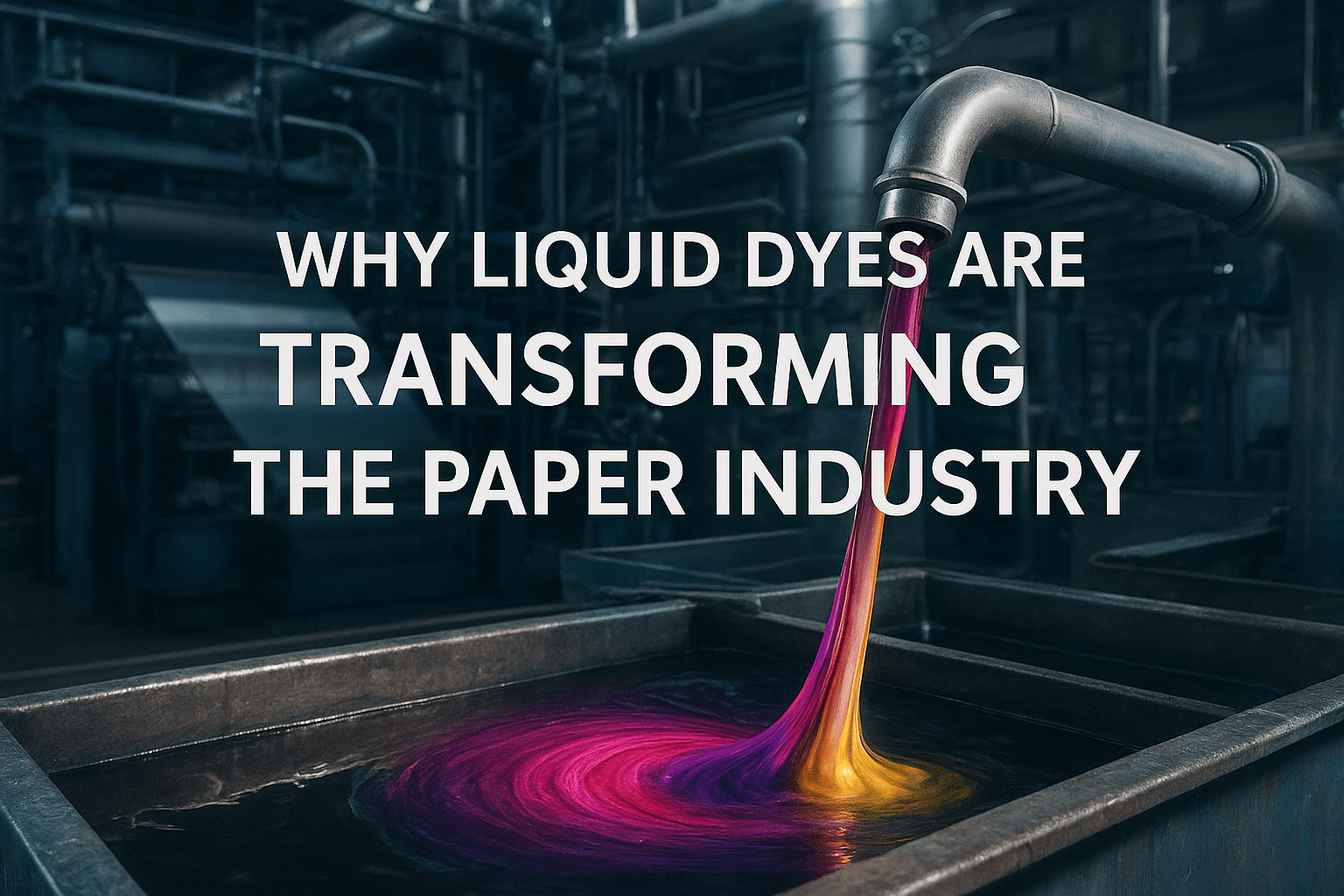
In the fast-paced world of paper manufacturing, precision, efficiency, and sustainability are no longer optional—they’re essential. Enter liquid dyes, the modern solution that’s transforming how the paper industry adds colour to products. From notebooks and napkins to packaging and specialty papers, liquid dyes are helping manufacturers strike the perfect balance between vibrant aesthetics, operational efficiency, […]
Dyes for Leather: Everything You Need to Know Before You Start

Ever wondered how a plain leather hide is transformed into a vibrant, beautifully colored handbag, a classic brown jacket, or a rich blue car seat? The magic lies in the dyeing process, and at the heart of that process is the selection of the right colorant. Choosing the perfect dyes for leather is a critical […]
Why Solvent Dyes Are Ideal for Plastic Coloring: A Technical Breakdown
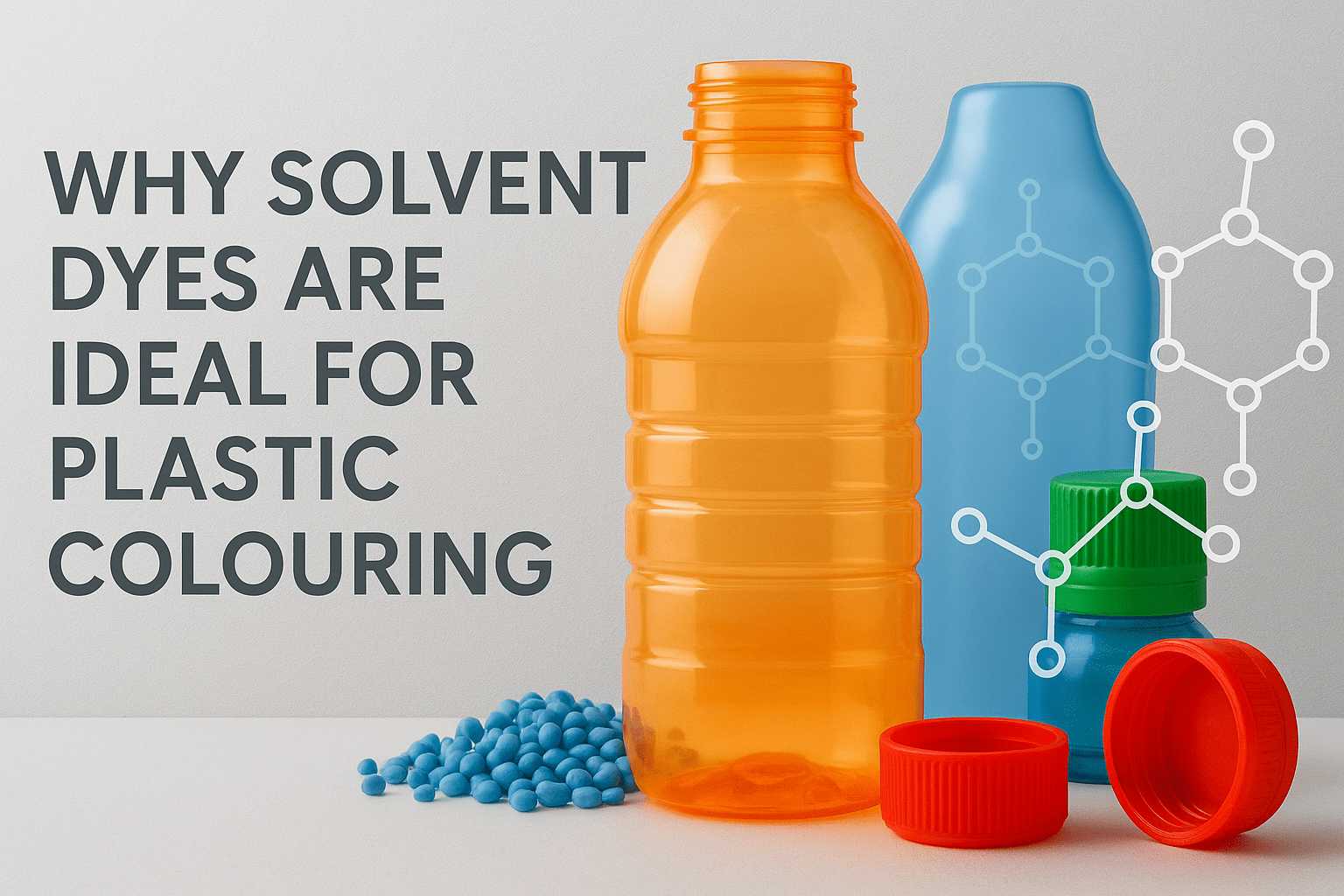
Have you ever admired the deep, vibrant, and perfectly transparent color of a plastic bottle, a car’s tail light, or a brightly colored pen? The secret to achieving that flawless, jewel-like hue isn’t paint or pigment, but a special class of colorants known as solvent dyes. While pigments are excellent for creating opaque colors, Solvent […]
How Indian manufacturers conduct stringent QC for food colors and lake colors – Focus on F & B and Cosmetic Industry supplies

There is a strong reason why colorants are important for industries related to Food and Beverage and cosmetics. As natural tones tend to vanish, fade or expire, shelf life of the product is limited. Hence, colorants are required to enhance the texture, tonal quality and length of its consumption. However, they are prepared under controlled […]
Migration of manufacturing dyes and pigments to Asian companies – Indian suppliers meet mandatory international protocols

The dyes and pigment manufacturing companies are poised for a new growth in Asia. The business shift from Western countries towards low cost development in Asia is the primary reason for this migration. But what’s more important is the delivery of quality products that marks the rise of Asian manufacturers particularly India. Low cost is not the […]